



What We do
At CCI, we provide high-quality cable solutions that power your ideas into reality.
Our cables conform to the following international standards: PEC 2017, PNS 1207, ICEA S-93-639, ICEA S-121-733, ICEA S-66-524, ICEA S-95-658, UL 83, UL 44, NFPA 130, UL 2196, IEC 60502-1, IEC 60502-2, IEC 60840, IEC 62067, BS 6387, IEC 60331, IEC 60332, IEC 61034, IEC 60754, AS/NZS 5000.1, AS/NZS 5000.2, AS/NZS 1429.1, TIA 568-B, ITU-T G.652b/G.653a, BS 5099, BS 5467, BS 6004, BS 6346, BSS 6360, BS 2004, BS 6500, BS 6724, BS 7211, BS 7629, BS 7864, IEC 60227-3, IEC 60228, SS 358 Part 3, BPO W1308, IDA TS L1-1, IDA TS L1-2

VITALink® MC (Metal Clad)
Designed for critical power applications, the VITALink® MC 2-Hour Fire Rated Power Cable provides reliable circuit integrity during fire conditions. Featuring fire-resistant insulation, a metallic armour layer, and a durable outer sheath, it is suitable for emergency power systems, fire alarms, life safety equipment, and essential electrical circuits requiring continuous operation during fire exposure.

VITALink® 300 Type RHW-2/RW9
Designed for reliable power distribution, the VITALink® 300 Type RHW-2/RW90 cable offers superior fire endurance capabilities with the proven benefits of NEC and CE Code Type RHW-2/RW90 cable designs. Featuring heat, moisture, and flame-resistant XLPE insulation, it delivers safe performance in wet or dry locations and is suitable for feeders, branch circuits, and emergency systems requiring NFPA 130 circuit integrity compliance.

Medium Voltage XLPE Power Cable
Medium Voltage XLPE Power Cables deliver reliable power transmission and distribution for industrial, commercial, and utility applications. Insulated with cross-linked polyethylene (XLPE), they offer excellent electrical, thermal, and mechanical performance across medium voltage networks from 6kV to 35kV.

Extra High Voltage XLPE Power Cable
Designed for reliable extra high voltage power transmission, this 115kV XLPE insulated cable is ideal for substations, industrial facilities, and urban power networks. Featuring water-blocking technology, metallic screening, a radial water barrier, and durable PE sheath, it ensures excellent electrical performance and protection against moisture.

Firewall® LSZH Type TC Power Cable
A low smoke zero halogen cable featuring flame-retardant thermoset insulation and jacket materials for enhanced fire safety, durability, and moisture resistance. Designed with tin-coated copper conductors and excellent mechanical properties, it provides reliable performance in wet or dry locations, indoors or outdoors.

Firewall® LSZH XHHW-2 Power & Lighting Cable
A low smoke zero halogen power and lighting cable designed for enhanced fire safety, durability, and moisture resistance. Featuring flame-retardant LSZH cross-linked polyolefin (XLPO) insulation and tin-coated copper conductors, it provides excellent thermal stability and mechanical performance.

Firewall® LSZH Type TC Control Cable
A low smoke zero halogen cable designed for reliable control, instrumentation, and signal applications requiring enhanced fire safety. Featuring flame-retardant LSZH thermoset insulation and jacket materials with tin-coated copper conductors, it provides excellent resistance to fire, moisture, and mechanical stress.


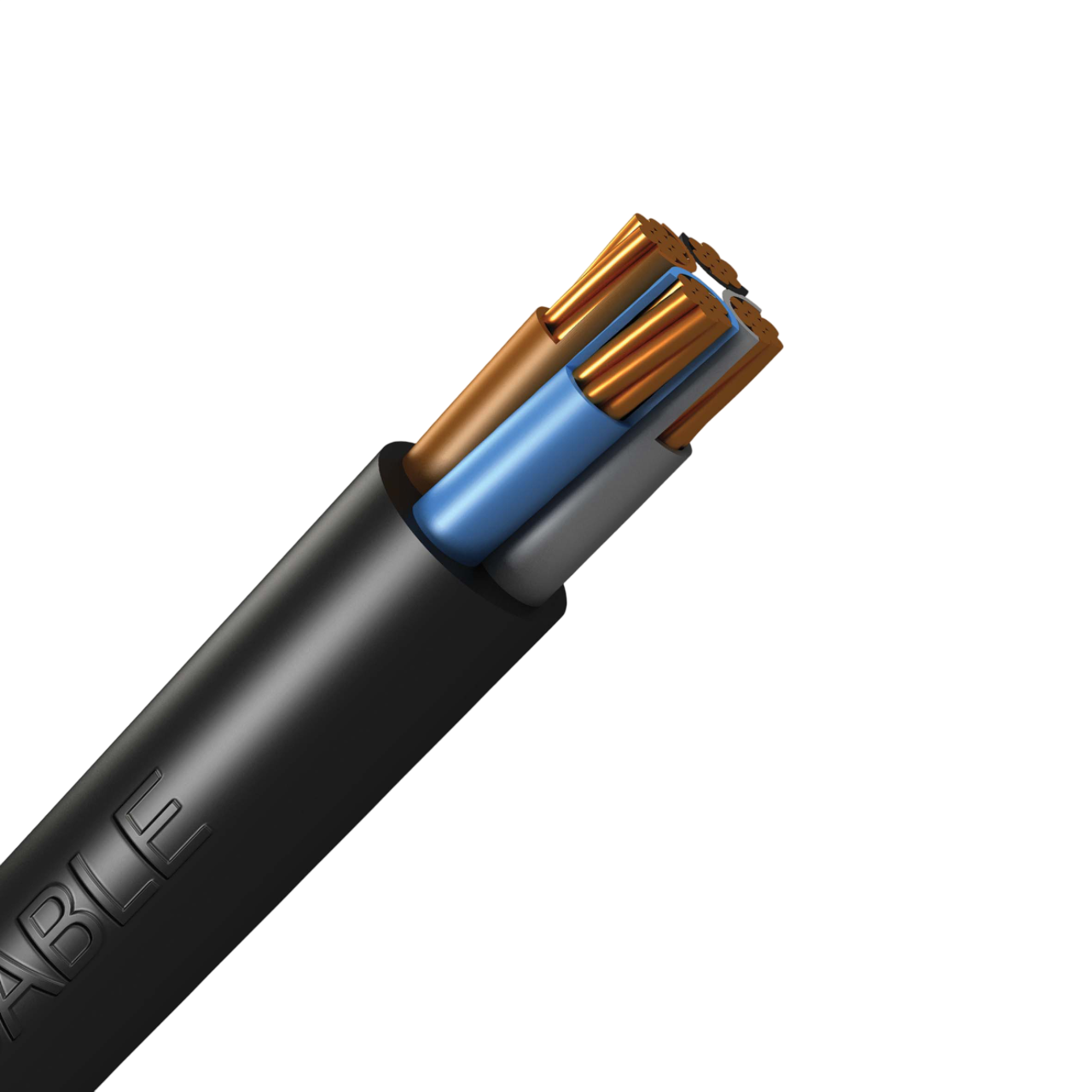
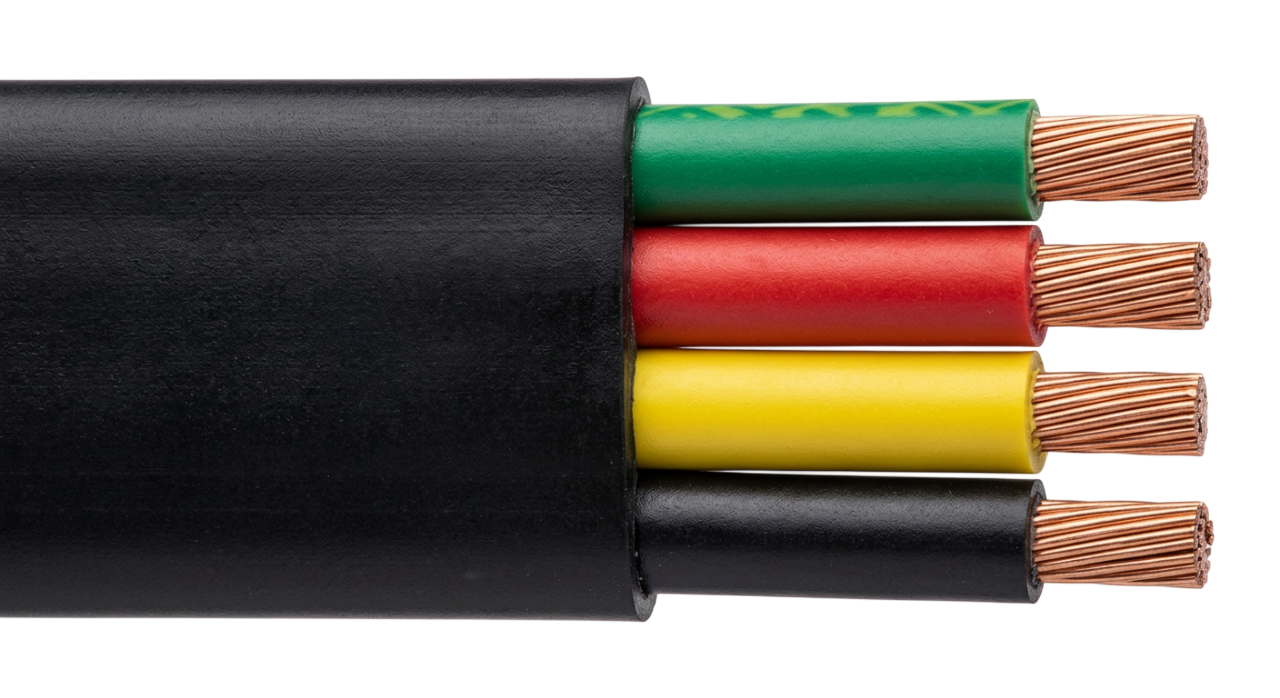
Branch Cable
Designed to distribute power from a main supply to multiple circuits or loads, these cables deliver safe, efficient, & reliable power distribution for commercial, industrial, & infrastructure applications. They are suitable for aerial installation, conduit systems, open cable trays, and underground ducts.

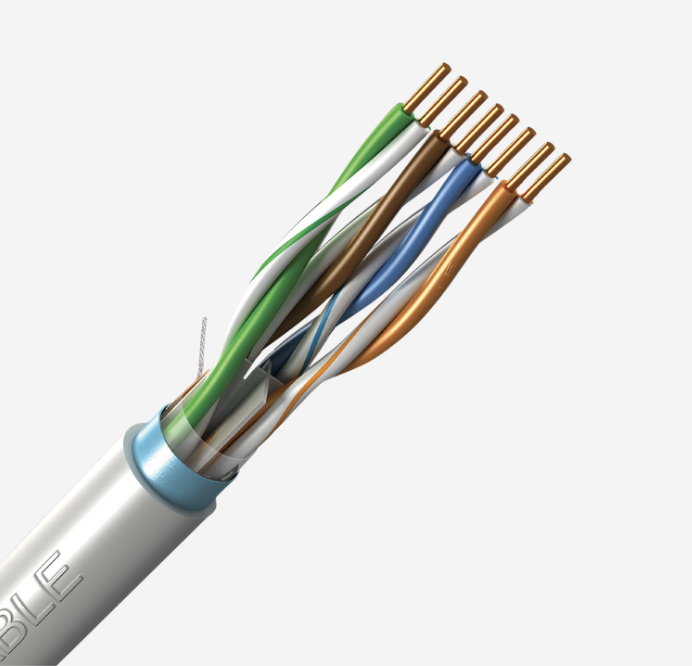
Fiber Optic Cable
Designed for high-speed, high-capacity data transmission, fiber optic cables use strands of glass or plastic to carry signals as light pulses. They offer minimal signal loss, immunity to electromagnetic interference, and are ideal for telecommunications, internet networks, data centers, and industrial communication systems.

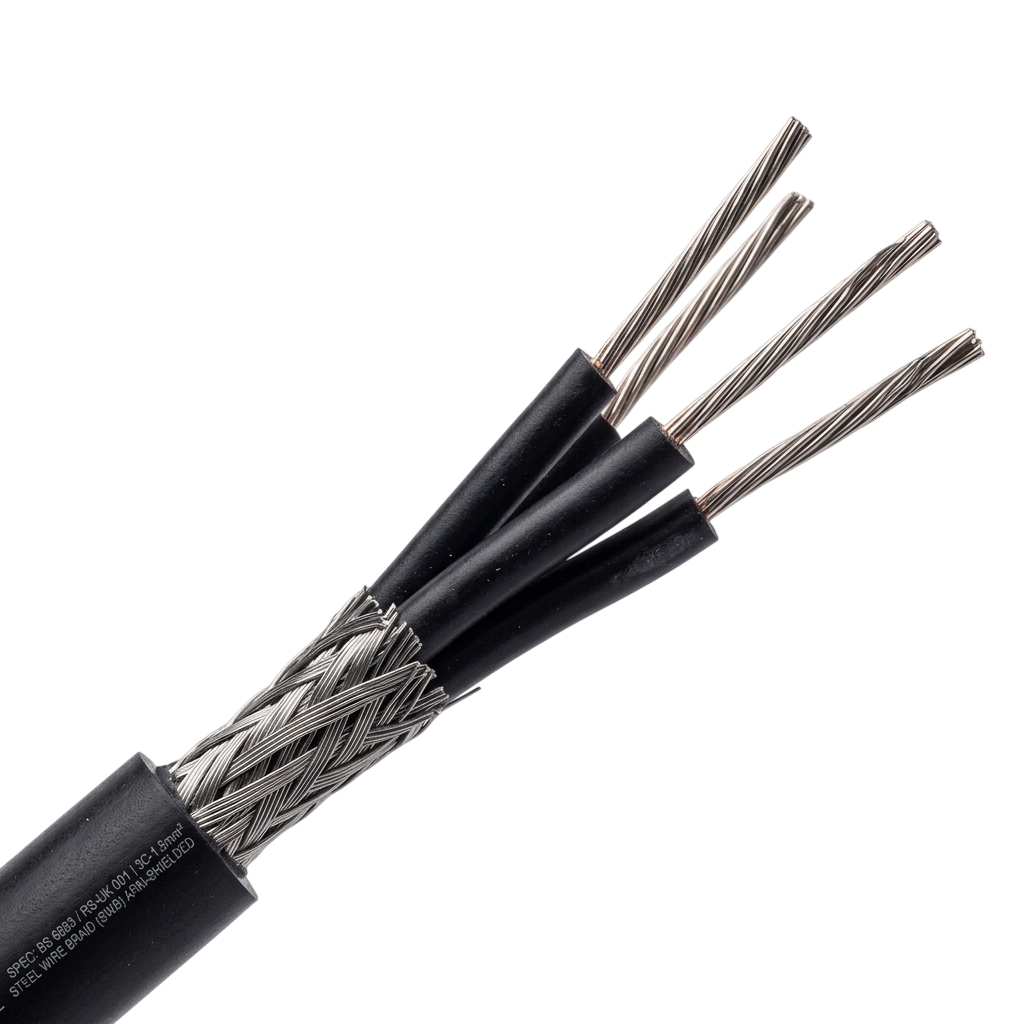
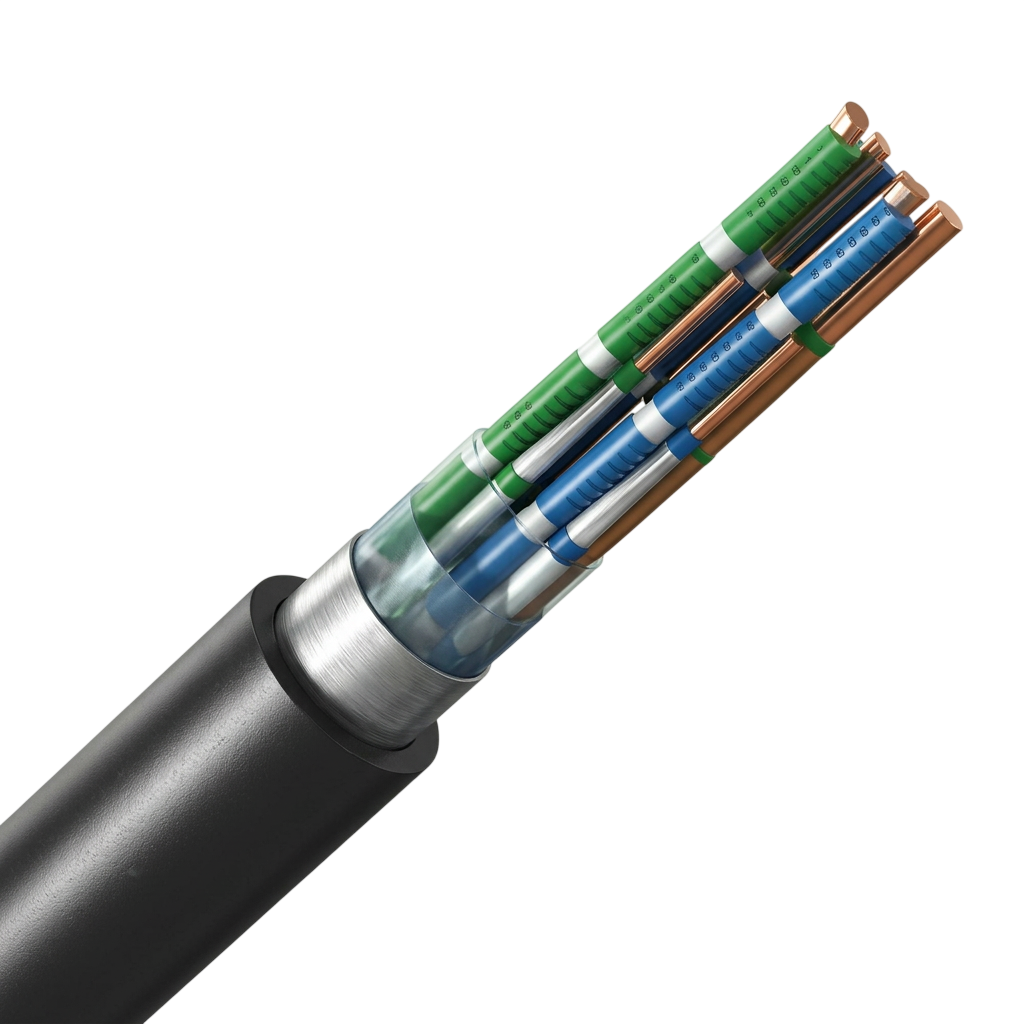
Instrumentation Cable
Designed for data processing and process control applications, this cable is used with electrical instruments and control equipment in industrial plants. The shielding provides effective protection against electromagnetic interference from electrical equipment, lightning, and nearby power lines or transformers.

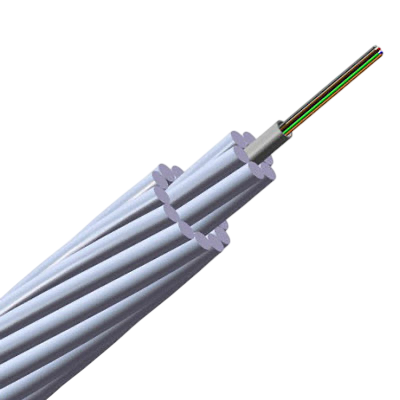
OPGW Cable
Optical Ground Wire (OPGW) is a dual-purpose cable used in power transmission and distribution networks, combining grounding and high-speed data communication in a single design. Installed at the top of high-voltage transmission towers, its conductive outer layer provides effective grounding and shields the conductors from lightning strikes.
Mining Cable
Designed for the demanding mining environment, machine-type mining cables provide reliable interconnection of control boxes and motors on fixed or non-mobile equipment, ensuring secure signal and control transmission between enclosures. Trailing and reeling cables deliver flexible power to machinery such as pumps, crushers, and drills, making them ideal for both stationary and dynamic applications.

Low Smoke Halogen Free
These cables emit low smoke and no toxic gases in the event of a fire, improving safety and visibility during emergencies. They are ideal for high-occupancy and critical environments such as underground passenger systems, schools, museums, airports, bus terminals, and petrochemical plants.


High Temperature Cable
With an operating temperature of up to 250°C, this cable is engineered for high-heat applications including motors, transformers, generators, lighting fixtures, and electronic equipment. Its silicone rubber insulation maintains circuit integrity under fire conditions while emitting low smoke and no halogen acids.

Rubber H07RN-F Cable
This flexible power cable is suitable for both fixed and mobile installations, performing reliably in harsh environments including oily, acidic, or alkaline conditions. It is ideal for supplying power to demanding applications such as lighting systems, switchboards, generators, battery leads, welding equipment, and a wide range of industrial operations.

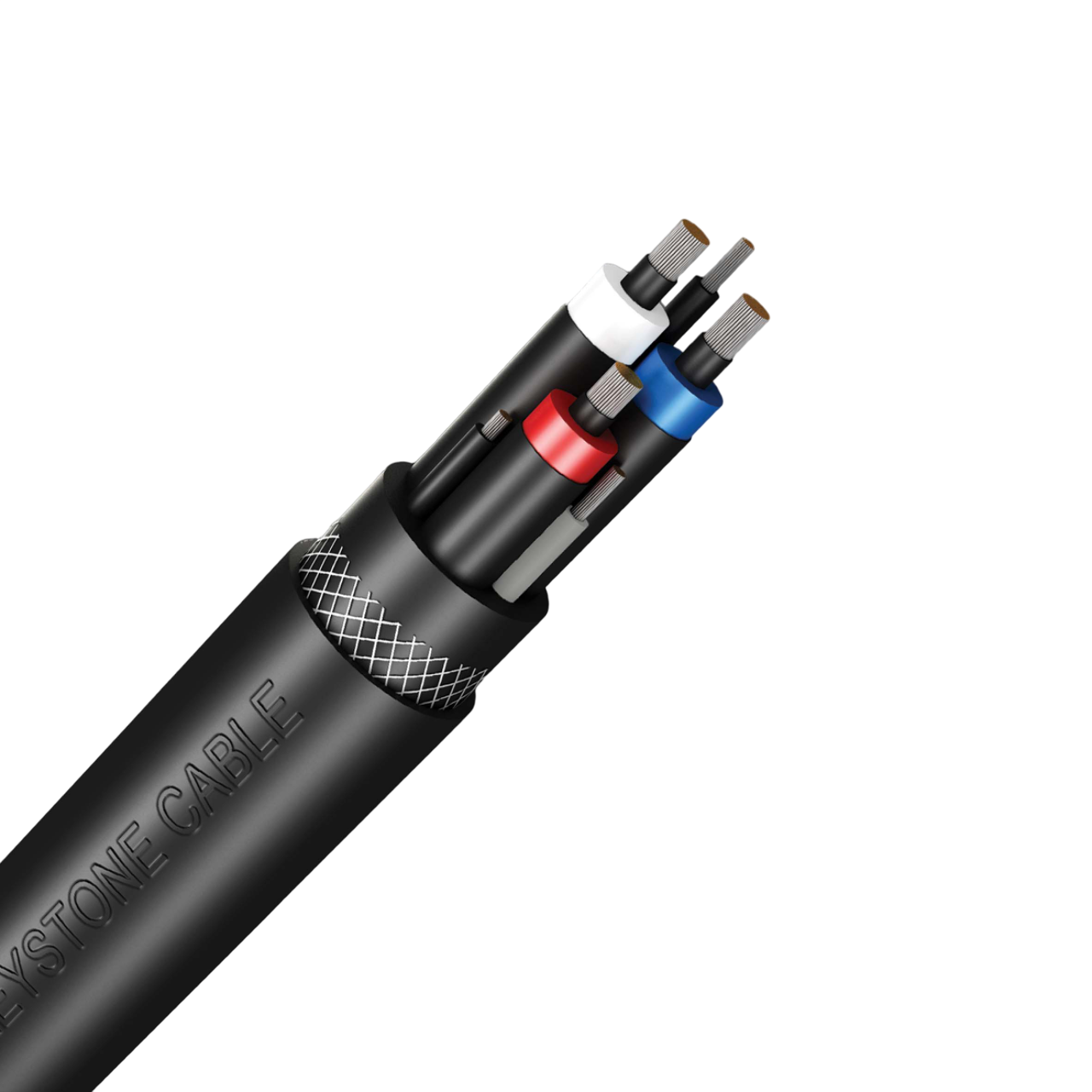
EMC/VSD Cable
Designed for applications requiring electromagnetic compatibility (EMC), this cable is ideal for supplying motors from variable speed drives in fixed installations. It can be installed unenclosed, in conduit, on cable trays, or within underground ducts. With its screened construction, it is well suited for variable speed drive equipment and other applications where effective interference control is essential.


Control Cable
Designed primarily for control circuits, this cable is suitable for installation in conduit, direct burial, or underground ducts. It is widely used across commercial, industrial, mining, and electricity authority systems where the cable is not exposed to mechanical damage, ensuring reliable and protected performance.

Marine Cable
These shipboard cables are engineered for power, instrumentation, and communication systems on commercial vessels. They are designed to meet strict international certifications, including ABS, BV, NKK, and LR, ensuring reliable performance, safety, and regulatory compliance in demanding marine environments.


Thermocouple Cable
Designed for accurate temperature measurement, thermocouple cables transmit low-level signals from thermocouple sensors to monitoring and control equipment. They are constructed to maintain signal integrity and are suitable for industrial, laboratory, and process control applications where precise and reliable temperature data is essential.

Welding Cable
Designed for heavy-duty welding applications, this cable delivers reliable power from the welding machine to the electrode or workpiece. Its flexible, durable construction allows for easy handling in demanding environments, while withstanding heat, abrasion, and mechanical stress for consistent welding performance.
Pump Cable
Designed for submerged applications, pump cables provide reliable power and control connectivity for submersible pumps and other underwater equipment operating in demanding environments. Engineered for continuous immersion, these cables feature robust insulation and protective sheathing that resist water ingress, abrasion, chemicals, and mechanical stress.

Cable Gland
Designed to securely terminate and seal cables entering electrical equipment, cable glands provide mechanical retention, strain relief, and environmental protection. They help maintain enclosure integrity while protecting against dust, moisture, vibration, chemicals, and temperature extremes, and can also ensure proper earthing where required.

Terminal Lug
Designed to securely terminate and connect cables to electrical equipment, terminal lugs provide a safe, high-conductivity connection to components such as busbars, batteries, and control panels. Crimped or soldered onto the conductor, they help prevent loose connections and overheating in industrial and power applications.

Cable Tray
Designed as an alternative to open wiring or conduit systems, cable trays provide a practical and accessible solution for supporting and routing electrical cables. Their open design allows for easy installation, maintenance, and future cable additions. Commonly used in commercial, industrial, and public buildings, cable trays support power, control, instrumentation, data, and fibre-optic cables across walls, ceilings, roofs, and open spans.
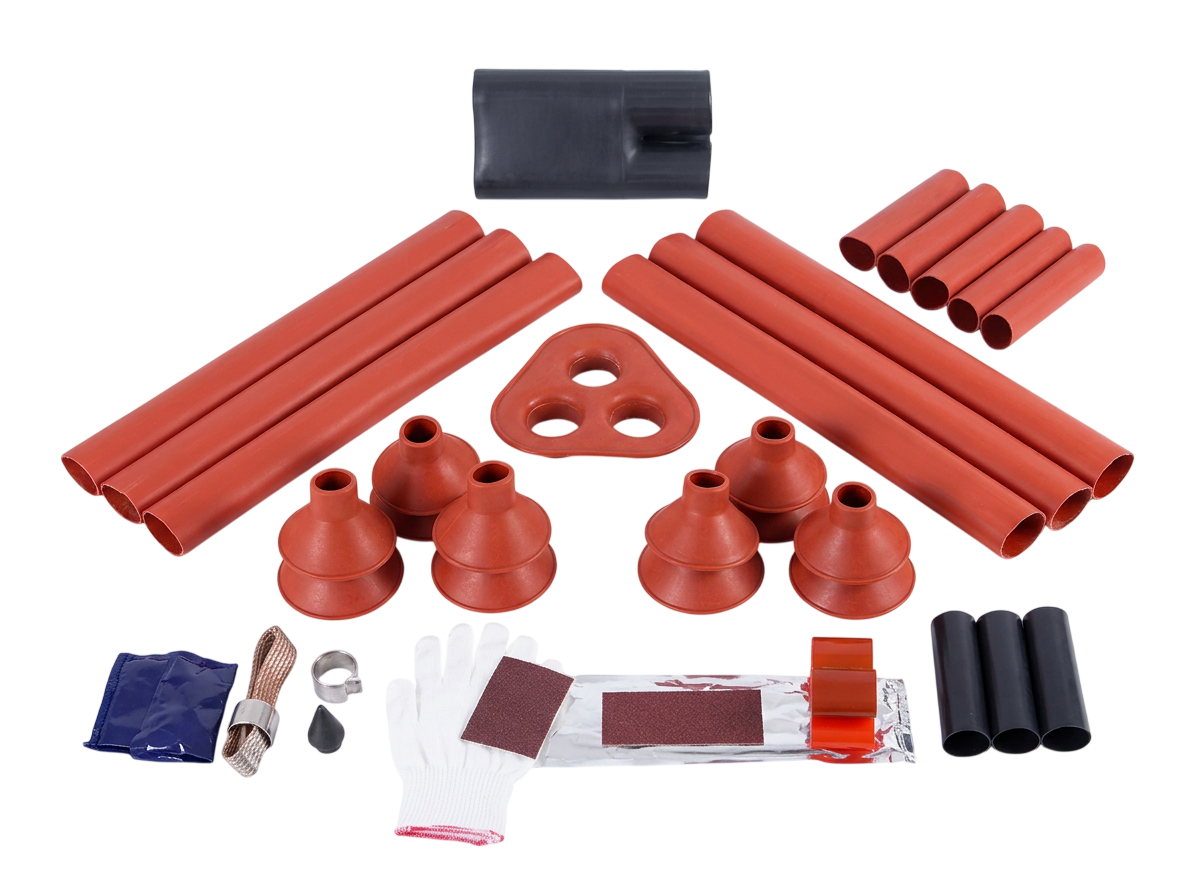
Cable Termination Kit
Designed for medium- and high-voltage applications, cable termination kits provide the essential components needed to safely connect power cables to equipment such as transformers and switchgear. Available in heat-shrink or cold-shrink designs, they ensure effective stress control, insulation, and environmental sealing to prevent moisture ingress and insulation failure.
HOW IT WORKS
Quality Control / Quality Assurance System
Our cables undergo strict Routine and Type Testing to ensure they deliver reliable performance, meet stringent international standards, and maintain the highest levels of reliability, safety and quality.
Because we know that quality is not merely an option — it is an imperative.

STEP 01
Visual Inspection
Each cable undergoes a thorough visual inspection to verify overall build quality and compliance with design specifications.
This includes checking conductor condition (free from oxidation or defects), stranding, insulation and sheath integrity, surface finish, cable construction, sheath colour, core identification, product markings or embossing, and cable length.
Any physical defects such as cuts, deformities, or inconsistencies are identified before electrical testing proceeds.

STEP 02
Conductor Resistance
The conductor resistance test verifies that the electrical resistance of the cable conductor complies with IEC 60228 / BS EN 60228 standards.
Using precision instruments, resistance is measured per unit length and corrected to a reference temperature of 20 °C to confirm that the conductor material, cross-sectional area, and stranding provide the required electrical conductivity for efficient current flow.

STEP 03
Voltage Test
A high-voltage withstand test is performed to confirm the integrity of the insulation system.
For single- and multi-core power cables, testing is conducted in accordance with IEC 60502-2, where a power frequency test voltage of 3.5 Uo is applied for 5 minutes between each conductor and the metallic layer.
The voltage is gradually increased to the specified level to ensure the insulation system can withstand electrical stress without breakdown.

STEP 04
Partial Discharge Test
For medium- and high-voltage cables, partial discharge testing is conducted to detect microscopic insulation defects that could lead to long-term failure.
The test is carried out in accordance with IEC 60502-2 and IEC 60885-3, with a sensitivity of 10 pC or better.
The voltage is raised gradually to 2 Uo, held for 10 seconds, and then reduced to 1.73 Uo, with no detectable discharge exceeding the specified sensitivity.
QUICK ANSWERS
Electrical Cables FAQ’s and Answers
Do you make custom made cables?

Absolutely. With your knowledge and our know-how, we design and build custom cables to meet exact project requirements. Whether that’s a simple modification to an existing product or a fully tailored solution, CCI offers a range of options for customised cables engineered to perform reliably in harsh and demanding environments.
Do you provide technical data sheets?
Yes. We can supply detailed technical documentation, specifications, and compliance information to support engineering reviews and approvals.
What standards do you comply with?
CCI cables are designed and manufactured in line with Australian Standards (AS/NZS), Philippine National Standards (PNS), American standards including NFPA, and recognised International Standards such as IEC. Where a project calls for a specific regional or industry standard not listed here, we can engineer our cables to meet those requirements as well. Full compliance documentation and certifications are available upon request.
Where do you source your cables from?
We partner with trusted and reputable ISO-certified cable manufacturers across our global supplier network, allowing us to offer high-quality cable solutions that meet strict industry standards.
Can you work with my budget?
Yes. By leveraging our broad network of trusted local and international suppliers, we work to identify cable solutions that meet your technical requirements while aligning with your budget, ensuring the best value without compromising quality or reliability.



Delivering high-quality cables engineered to meet the highest standards of safety, performance, and reliability.